
Ręczna głowica czyszcząca laserowa SUP 22C
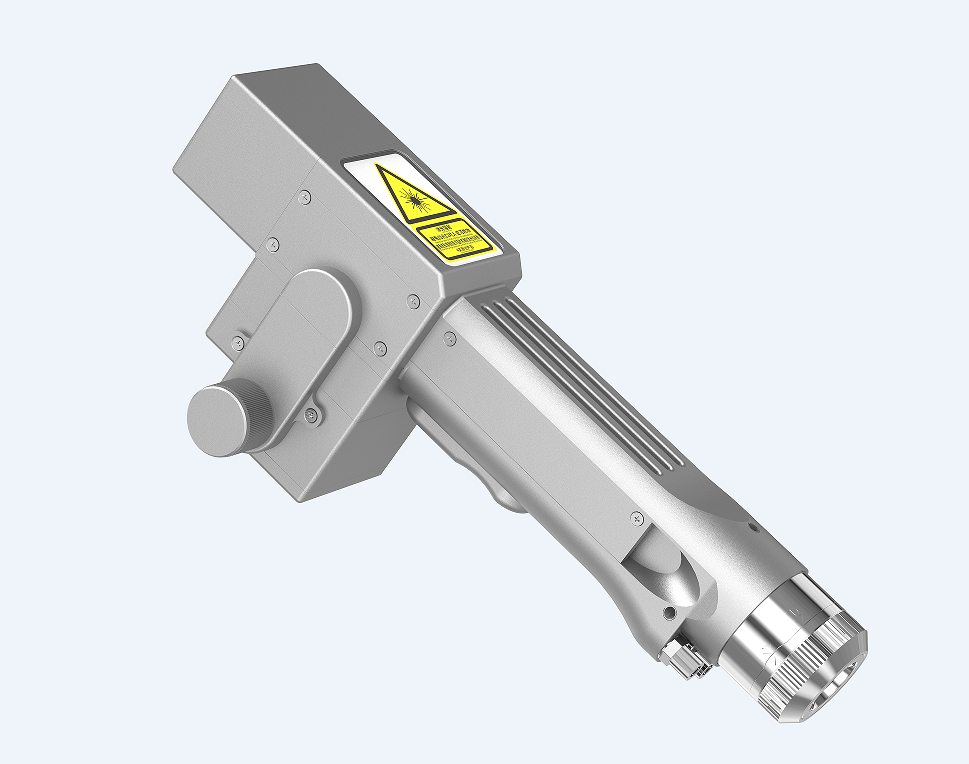
Głowica spawalnicza Super to ręczna spawalnicza głowica tnąca wprowadzona na rynek w 2019 roku. Produkt obejmuje ręczne uchwyty spawalnicze i samodzielnie opracowane systemy sterowania, jest wyposażony w wiele alarmów bezpieczeństwa oraz aktywne bezpieczne ustawienia zasilania i wyłączania światła.Ten produkt można dostosować do różnych marek laserów światłowodowych;zoptymalizowana konstrukcja optyczna i chłodzona wodą pozwala głowicy laserowej pracować stabilnie przez długi czas poniżej 2000W.
Podstawowe cechy: Opracowany samodzielnie system sterowania, wiele alarmów bezpieczeństwa, mniejszy rozmiar, elastyczna obsługa i łatwa obsługa.
Bardziej stabilny: wszystkie parametry są widoczne, monitorowanie stanu całej maszyny w czasie rzeczywistym, aby uniknąć problemów z wyprzedzeniem, wygodniej jest rozwiązywać problemy i rozwiązywać je, aby zapewnić stabilną pracę głowicy spawalniczej.
Proces: wszystkie parametry są widoczne, jakość czyszczenia jest doskonalsza.
Stabilne parametry i wysoka powtarzalność: ustalone ciśnienie powietrza w dyszy i stan soczewki, dopóki moc lasera jest stabilna, parametry procesu muszą być powtarzalne.Znacznie poprawia wydajność, jednocześnie zmniejszając wymagania operatora.
| Napięcie zasilania (V) | 220 ± 10% V AC 50/60 Hz |
| Środowisko rozmieszczenia | Gładka, wolna od wibracji i uderzeń |
| Temperatura środowiska pracy | 10–40 |
| Wilgotność środowiska pracy | <70 |
| Metoda chłodzenia | Chłodzenie wodne |
| Obowiązująca długość fali | 1070 nm (± 10 nm) |
| Obowiązująca moc | ≤3000W |
| Kolimacja | D20*3,5 F50 |
| Centrum | Soczewki cylindryczne wklęsłe D20 F400 |
| Soczewki wklęsłe cylindryczne D20 F800 | |
| Odbicie | 20*15,2 T1,6 |
| Specyfikacje okularów ochronnych | D30*5 |
| Maksymalne ciśnienie podporowe | 15 barów |
| Zakres regulacji punktu | Linia0-300mm |
| Waga | 1,0 KG |
1) Zapewnij niezawodne uziemienie przed zasilaniem.
2) Głowica wyjściowa lasera jest połączona z głowicą spawalniczą.Podczas używania należy dokładnie sprawdzić głowicę wyjściową lasera, aby zapobiec kurzowi lub innym zanieczyszczeniom.Do czyszczenia głowicy wyjściowej lasera należy używać specjalnego papieru do soczewek.
3) Jeśli sprzęt nie będzie używany zgodnie z metodami określonymi w tej instrukcji, może znajdować się w nieprawidłowym stanie roboczym i spowodować uszkodzenie.
4) Podczas wymiany soczewki ochronnej pamiętaj o jej zabezpieczeniu.
5) Uwaga: przy pierwszym użyciu nie emituj światła, gdy czerwone światło nie jest widoczne.