Głowica spawalnicza SUP 21S



Bezpieczna.- Bezpieczna
Niezależne badania i rozwój systemu wykrywania bezpieczeństwa, skonfigurowanie szeregu alarmów bezpieczeństwa, bezpieczeństwa i stabilności
Oszczędność czasu – wydajnie i wygodnie
Lustro skupiające, szuflada z lusterkiem ochronnym, wygodna wymiana
Lekkość - Lekkość zmniejsza obciążenie
Mniejszy rozmiar, mniejsza waga, elastyczna obsługa, łatwy w użyciu
Jakość - piękne spawanie - stabilna wydajność
Wysoka wytrzymałość spawania, małe odkształcenia, duża głębokość topnienia
Wydajność — wiele funkcji
Obsługa ręcznego spawania ciągłego, zgrzewania punktowego, czyszczenia, cięcia, „ręcznego” „od” - korpusu, autoryzacji hasłem
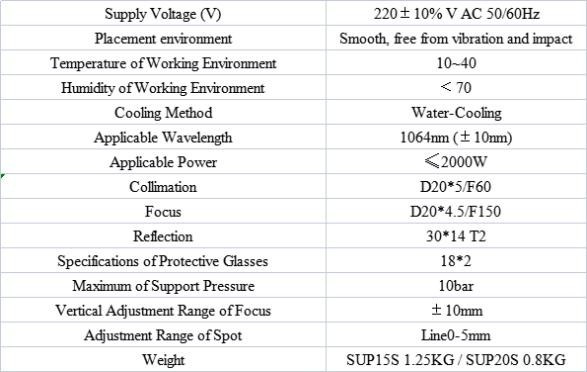
Głowica spawalnicza Super to ręczna spawalnicza głowica tnąca wprowadzona na rynek w 2019 roku. Produkt obejmuje ręczne uchwyty spawalnicze i samodzielnie opracowane systemy sterowania, jest wyposażony w wiele alarmów bezpieczeństwa oraz aktywne bezpieczne ustawienia zasilania i wyłączania światła.Ten produkt można dostosować do różnych marek laserów światłowodowych;zoptymalizowana konstrukcja optyczna i chłodzona wodą pozwala głowicy laserowej pracować stabilnie przez długi czas poniżej 3000W.
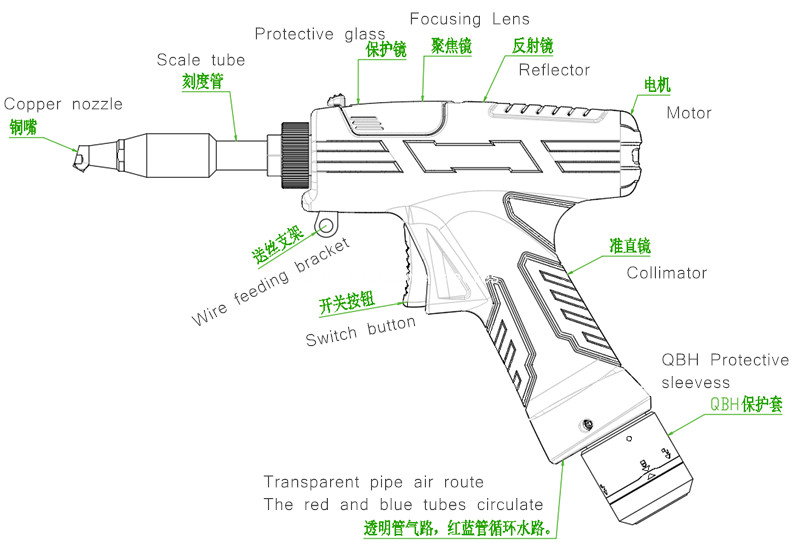
Podstawowe cechy: Opracowany samodzielnie system sterowania, wiele alarmów bezpieczeństwa, mniejszy rozmiar, elastyczna obsługa i łatwa obsługa.
Bardziej stabilny: wszystkie parametry są widoczne, monitorowanie stanu całej maszyny w czasie rzeczywistym, aby uniknąć problemów z wyprzedzeniem, wygodniej jest rozwiązywać problemy i rozwiązywać je, aby zapewnić stabilną pracę głowicy spawalniczej.
Proces: Wszystkie parametry są widoczne, jakość spawania jest doskonalsza, odkształcenie jest małe, a penetracja wysoka.
Stabilne parametry i wysoka powtarzalność: ustalone ciśnienie powietrza w dyszy i stan soczewki, dopóki moc lasera jest stabilna, parametry procesu muszą być powtarzalne.Znacznie poprawia wydajność, jednocześnie zmniejszając wymagania operatora.